




在钢铁工业中,转子的稳定运行直接关系到生产效率和设备寿命。然而,长期高负荷运转会导致转子轴颈、密封面等关键部位出现磨损、腐蚀甚至裂纹。传统修复方法如堆焊、热喷涂等存在热影响区大、结合强度不足等缺陷,而激光熔覆技术以其精准、高效、低变形的特点,正成为钢厂转子修复的革命性解决方案。
一、激光熔覆技术的核心原理与优势
激光熔覆通过高能激光束在基体表面形成微熔池,同步送入合金粉末使其与基体实现冶金结合。相较于传统工艺,其优势显著:
1、热输入精准可控:激光能量密度高达10^6W/cm²,热影响区仅0.1-0.5mm,避免传统焊接导致的基体变形(某钢厂修复Φ800mm转子轴颈后跳动量<0.03mm);
2、材料兼容性强:可采用镍基合金(如Inconel 625)、钴基合金(Stellite 6)或铁基粉末,根据工况定制耐磨、耐蚀或抗疲劳涂层;
3、结合强度突破:冶金结合强度达400MPa以上,远超热喷涂的机械结合(约50MPa),某案例显示熔覆层在600℃工况下使用寿命延长3倍;
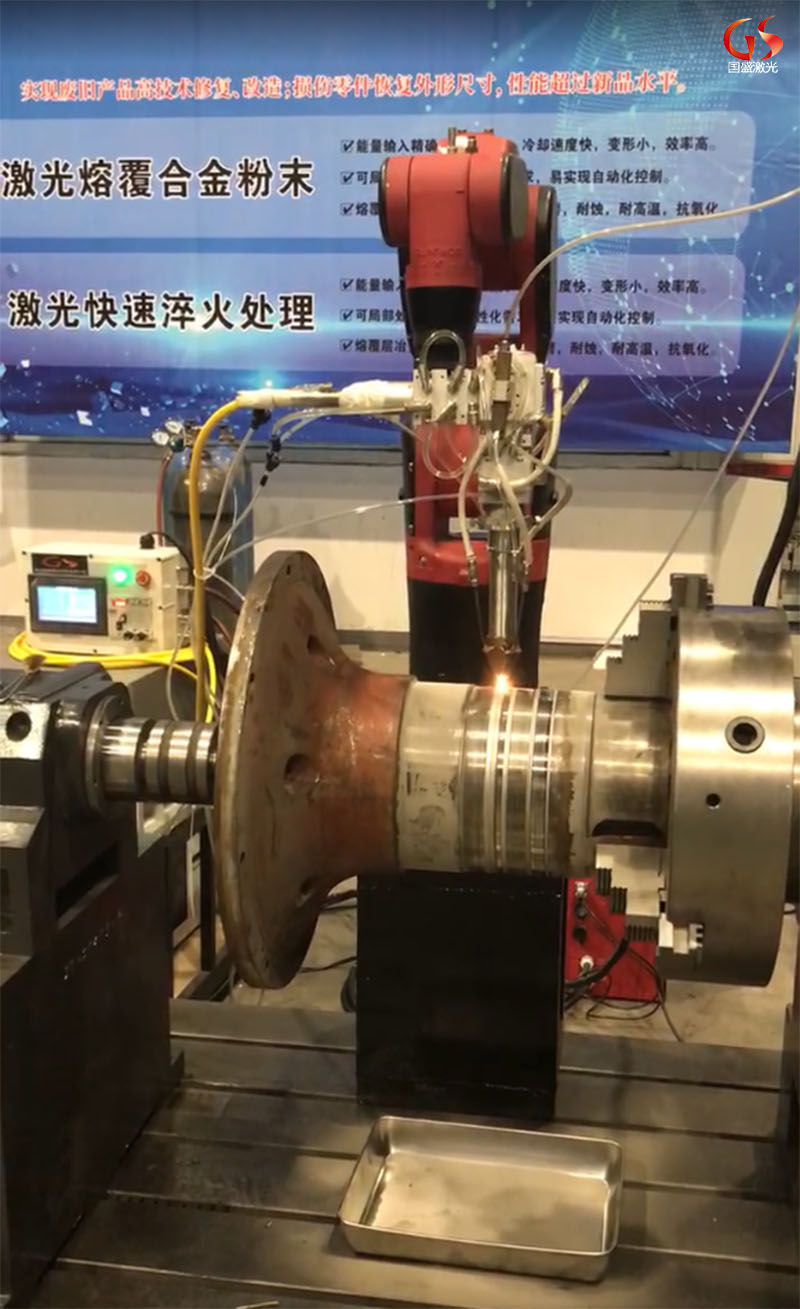
4、数字化集成:配合工业机器人可实现复杂曲面自动化修复,某项目采用6轴机器人+视觉定位系统,将修复效率提升40%。
5、复合性能提升:某钢厂实践显示,经激光熔覆修复的轧机转子,表面硬度可达HRC58-62,使用寿命较新品提升30%以上。
二、钢厂转子典型损伤与修复方案
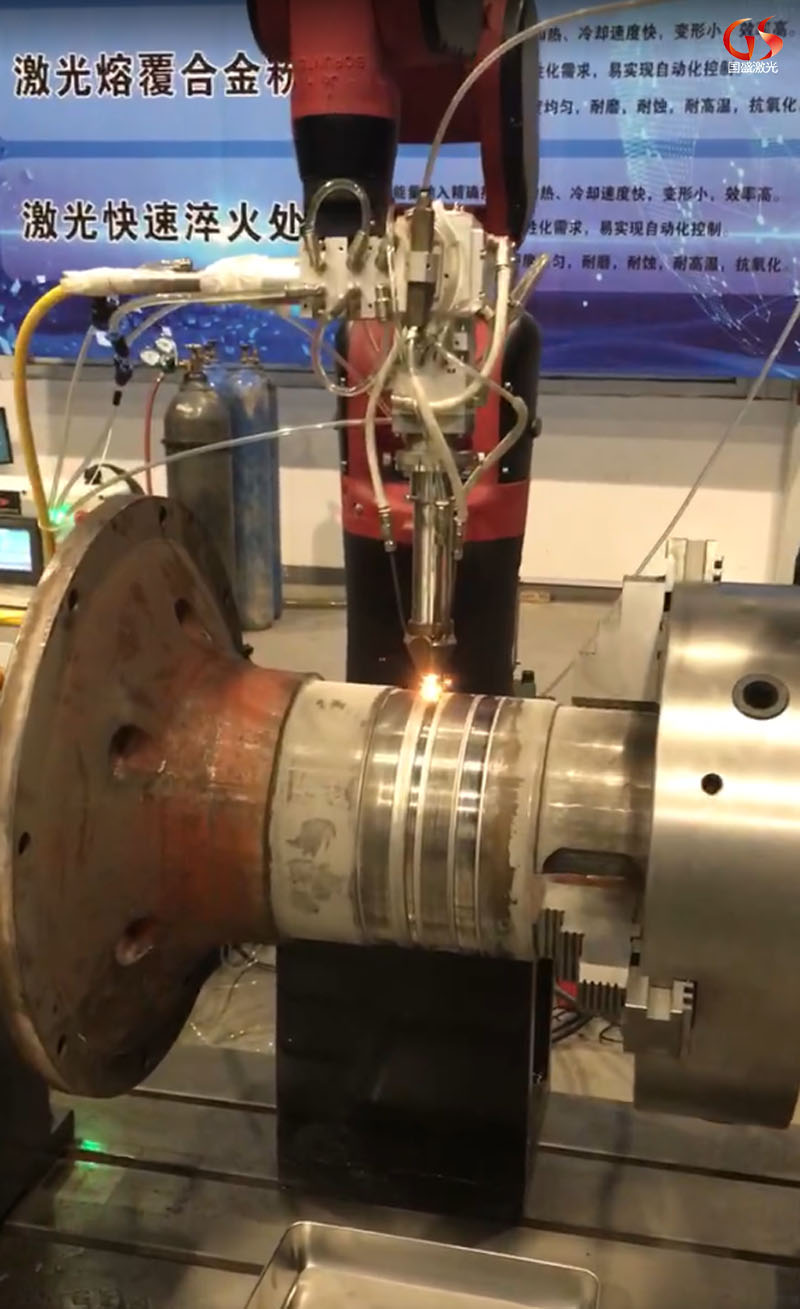
1、轴颈磨损修复
某大型轧钢机组转子轴颈因润滑油污染导致0.8mm深划痕。采用以下工艺:
预处理:车削去除损伤层,丙酮超声清洗;
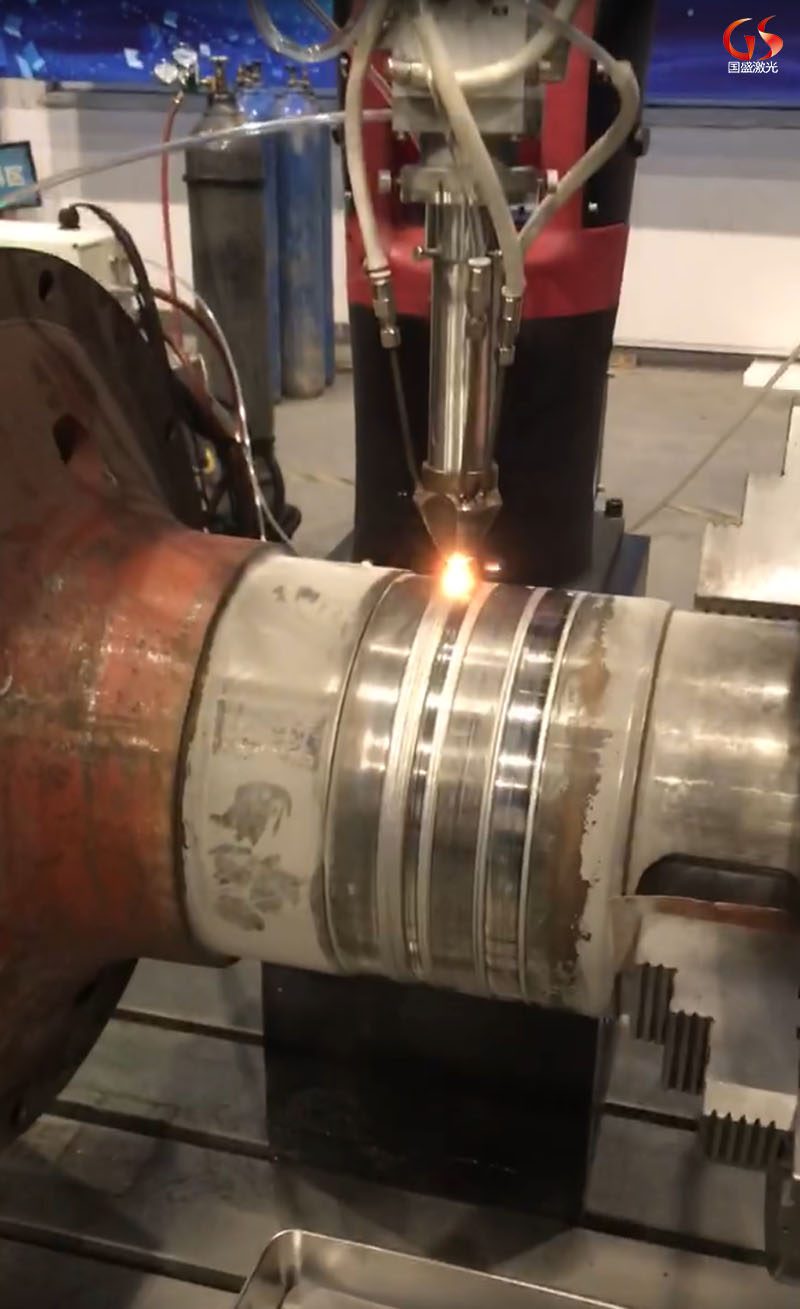
熔覆参数:IPG 4000W光纤激光器,搭接率50%,送粉量12g/min(铁基合金粉末含Cr18%、Mo2.5%);
后处理:数控磨床精加工至Ra0.4μm。
修复后硬度达HRC55,运行18个月无异常,较传统镀铬修复成本降低60%。
2、叶轮端面腐蚀修复
高温烟气腐蚀导致某烧结风机叶轮端面产生蜂窝状蚀坑。创新方案包括:
梯度材料设计:底层用NiCrAlY打底(提高结合性),表层为CoCrW抗蚀合金;
惰性气体保护:动态氩气舱控制氧含量<50ppm,避免氧化夹杂;
在线监测:Pyrometer实时监控熔池温度波动在±15℃内。
修复件通过720小时盐雾试验,腐蚀速率降低至原件的1/7。
三、关键技术突破与行业案例
1、残余应力控制
通过有限元模拟优化扫描路径,某项目采用分形扫描策略使残余应力降低38%,结合超声冲击后处理,疲劳寿命提升至新件的90%。
2、复合增材制造
宝武集团某项目将激光熔覆与CNC加工集成,在转子榫槽部位同步修复+精加工,实现"损伤识别-三维建模-熔覆加工"全流程48小时内完成,较传统返厂维修缩短70%工期。
3、智能质量检测
鞍钢引入在线光谱分析系统,实时监测熔覆层成分偏差(如Cr含量波动≤0.8%),配合X射线探伤确保零缺陷,良品率从82%提升至99.6%。
4、寿命评估模型
建立基于断裂力学的剩余寿命预测算法,输入熔覆层残余应力、硬度梯度等数据,可准确预测修复部件的服役周期。
四、经济效益与行业应用前景
对比数据显示:
1、 成本方面:激光熔覆修复费用约为新件采购价的20-35%
2、能效方面:耗电量仅为电镀工艺的1/5
3、环保效益:杜绝六价铬等污染物排放
结语
激光熔覆技术正在重塑钢厂设备维护体系。从应急维修到预防性再制造,其"微创修复"理念不仅保障生产连续性,更推动钢铁行业向绿色智能制造转型。未来随着数字孪生、AI工艺优化等技术的融合,"即损即修"的现场服务模式将成为行业新标准。